

Sourcing flexible sensors for varying automation demands
Some visual detection solutions require a more accurate assessment of the object being detected. This could be to determine whether a label has been fitted correctly, or if the product is undamaged. Industrial vision systems based upon an IP-based networked camera together with an industrial PC is one approach. However, a solution dedicated to the task can be more appropriate. With the continuous growth in processing performance and memory, vision systems are now available with competent vision recognition performance packed into a standard video camera housing.
One such solution is the ZFV machine vision systems from Omron. These ultra-high-speed CCD cameras can be mounted in a fixed position or integrated onto a robot arm system. Depending on application, the camera line-up supports a sensing area from 5 x 4.6 mm, up to 50 x 46 mm. Each camera features its own light source in the form of eight red LEDs, providing a pulsed light, and the housing is IP65 rated.
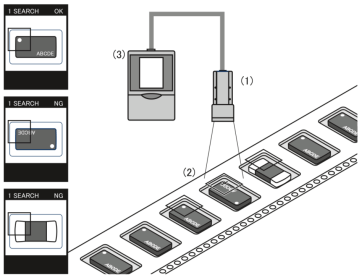
Figure 3: The ZFV Series from Omron is a complete vision system capable of detecting correct orientation and position of objects
The cameras are used in combination with an Amplifier Unit. Once trained, the system is then capable of providing a positive recognition response within 4 to 15 ms, depending on the type of image being recognised. The Amplifier Units can also be gang mounted. This allows the use of two or more cameras to analyse adjacent objects, such as an integrated circuit, checking orientation of the product, or that bottles with their barcodes are correctly positioned. As the Amplifier Unit is only IP20 rated, it must be appropriately mounted. Successful recognition can trigger an NPN or PNP output, while images can additionally be logged to a memory card.
One such solution is the ZFV machine vision systems from Omron. These ultra-high-speed CCD cameras can be mounted in a fixed position or integrated onto a robot arm system. Depending on application, the camera line-up supports a sensing area from 5 x 4.6 mm, up to 50 x 46 mm. Each camera features its own light source in the form of eight red LEDs, providing a pulsed light, and the housing is IP65 rated.
Figure 3: The ZFV Series from Omron is a complete vision system capable of detecting correct orientation and position of objects
The cameras are used in combination with an Amplifier Unit. Once trained, the system is then capable of providing a positive recognition response within 4 to 15 ms, depending on the type of image being recognised. The Amplifier Units can also be gang mounted. This allows the use of two or more cameras to analyse adjacent objects, such as an integrated circuit, checking orientation of the product, or that bottles with their barcodes are correctly positioned. As the Amplifier Unit is only IP20 rated, it must be appropriately mounted. Successful recognition can trigger an NPN or PNP output, while images can additionally be logged to a memory card.
Read full article
Hide full article
Discussion (0 comments)